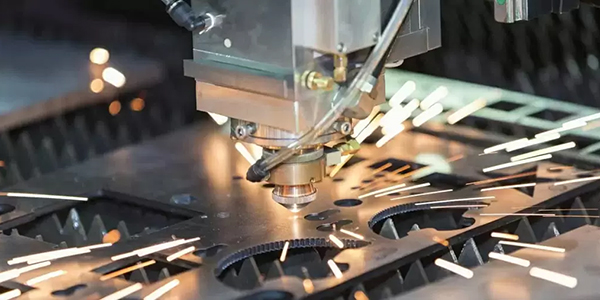
Høyhastighets laserskjæring
Vi er spesialister på laserskjæring og prosessslitasjebestandige materialer, armering og høyfaste lavlegeringsmaterialer. Kvaliteter som Hardox (de fleste tykkelser holdes på lager), Weldox, Abrazo, Armox og Invar & Abro kan alle bearbeides opptil 25 mm tykkelse.
Vi har et begrenset lager av disse materialene for å muliggjøre rask levering. Vi har et utvalg av Domex- og Hardox-materialer fra lager og bearbeider disse materialene regelmessig.
Ring for mer informasjon og aktuell lagerbeholdning.
Vannstråleskjæring
Vårt vannstråleskjæresystem bruker vann ved 50 000 psi og et slipende granat for å skjære så å si alle materialer, inkludert titan! Forsterkningspumpene gir 150 hestekrefter, noe som gir enda bedre ytelse på tykkere materialer. Noen av fordelene med vannstråle inkluderer: Overlegen formskjæreevne. Skjærer materialer som andre metoder ikke kan, for eksempel skumgummi, keramiske fliser, marmor og glass. Håndterer et bredt utvalg av materialer med letthet. ± 0,005" posisjoneringsnøyaktighet. Eliminerer forboring av inngangshull. Mindre arbeidskrevende enn andre metoder. Kan skjære ekstremt tykke materialer (vi har kuttet 8" tykk kobber!).

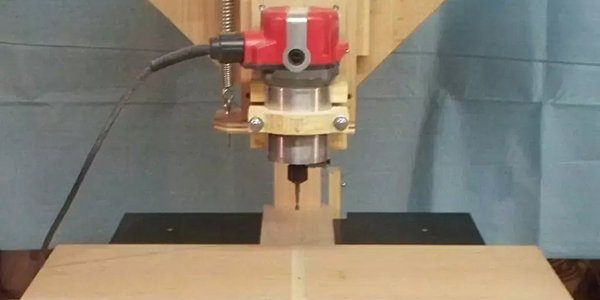
Vertikal ruter
Klipper føderasjoner med opptil 3 150 tommer per minutt.
• Raskeste måten å bearbeide aluminium, rustfritt stål, CS og legert stål.
72" x 144" bord med 84" x 140" arbeidsområde og 15" z-aksebevegelse.
• Kan maskinere tykke materialer og deler opptil 1,8 x 3,6 meter.
Kjølesystem for vanskelig bearbeidbare materialer
• Tillater høyere hastigheter og matehastigheter, øker verktøyets levetid og reduserer delkostnaden.
• Kan bearbeide rustfritt stål og titan.
20 hestekrefter, HSK 63A væskekjølt spindel med kjøling gjennom verktøyet og integrert dynamisk verktøyveksler.
• Avansert verktøyholdersystem.
• Kjøling gjennom verktøyet betyr raskere dypboring.
• 12 verktøystasjoner gjør det mulig å maskinere nesten alle jobber uten omverktøying.
40 hestekrefters høyflytvakuumpumpe.
• Sterkt økt vakuum bidrar til å holde tykke plater eller mange små deler på plass.
± 0,0004" (0,01 mm) enveis repeterbarhet og ± 0,0025" sirkularitet.
• Svært nøyaktige ferdige deler.
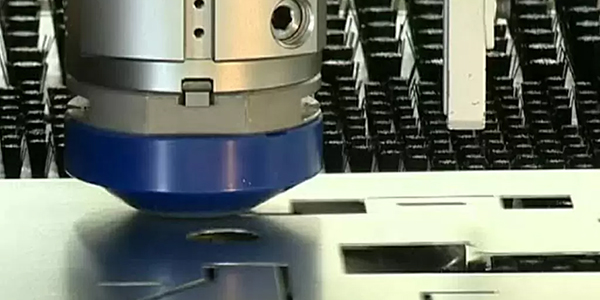
Plasmaskjæring med høy definisjon
Plasmaskjæring har lenge blitt sett på som et rimelig alternativ til oksygen-fuel og laserprofilering der skjærevinkel ikke var et problem. Nyere utvikling innen høypresisjons-/HD-plasmaprosessen har forbedret kvaliteten og egenskapene til plasmaskjæring betydelig, noe som gjør det til et mer allsidig og nøyaktig alternativ enn noen gang før.

Egnethet for bruksområde
Plasmaskjæring er egnet for ulike materialer, spesielt mildt stål og rustfritt stål, og gir en utmerket kantfinish.
Forbedringer av kontrollsystemene betyr nå at optimal skjæreytelse kan oppnås for en rekke materialer og tykkelser fra 1 mm til 50 mm i mildt stål (avhengig av plasmaenhetens effekt).
Parametere knyttet til skjæring av et bredt spekter av materialer og tykkelser, som skjærehastighet, gasstyper og gasstrykk, kan nå kontrolleres automatisk av utstyret, noe som sikrer en gjennomgående høy skjærekvalitet. Brukerne har nå et virkelig kostnadseffektivt alternativ til andre skjæreprosesser.
CNC-stanser
CNC-stansing av metallplater med CNC-stanseverktøy og CNC-stansepresser. Datamaskinstyrt numerisk styrt (CNC) stansing er en produksjonsprosess som utføres av CNC-stansepresser. Disse maskinene kan enten være et enkelthode- og verktøyskinnedesign (Trumpf) eller et flerverktøys tårndesign. Maskinen er i utgangspunktet programmert til å bevege en metallplate i x- og y-retning for å nøyaktig plassere platen under maskinens stansestempel, klar til å stanse et hull.
Prosesseringsområdet for de fleste CNC-stansemaskiner er 0,5 mm til 6,0 mm tykt i en rekke materialer, inkludert stål, zintec, galvanisert stål, rustfritt stål og aluminium. Valget av hullstansing kan være så enkelt som en sirkel eller et rektangel, helt til spesielle former som passer til et spesifikt utskåret design. Ved å bruke en kombinasjon av enkeltslag og overlappende geometrier kan komplekse former for metallplatekomponenter produseres. Maskinen kan også stanse 3D-former som fordypninger, taptite®-gjengehull og elektriske utslag osv. på hver side av platen, som ofte brukes i design av metallplateinnkapslinger. Noen moderne maskiner kan ha muligheten til å gjenge gjenger, brette små tapper og stanse klippede kanter uten verktøymerker, noe som gjør maskinen svært produktiv innenfor komponentens syklustid. Instruksjonen for å drive maskinen for å lage ønsket komponentgeometri er kjent som CNC-programmet.